How do I choose
When choosing a board grade you need to consider whether the final application is image based, performance based or both. If the requirements are for image based materials then it is best to look at the finer flute profiles (R, E, F and N flutes) as these provide the best surface finishes due to the greater number of flutes per metre supporting the top liner. However, when both image and performance are required then you need to consider utilising a double wall grades (RB, EB, EE, NE) as these also incorporate the finer flutes but with added strength/performance.
It is also important to have as much detail about how the material it is to be used as possible. This involves knowledge about the pack contents, storage, palletisation and handling. Other areas that may be of importance are the method of erection, recycled content and recyclability, appearance and tear weight.
Two primary performance characteristics are Compressibility and Containability. The packs in which Compressibility and Containability will be important are those in which the contents can be easily damaged by a superimposed load. This applies particularly to contents where the inner packaging does not contribute to the overall stacking strength.
With Containability it is resistance to drop where the seams of the case may split open. Packs most at risk are those with loose, sharp edged contents.
Storage can have a dramatic effect on the performance of a pack.
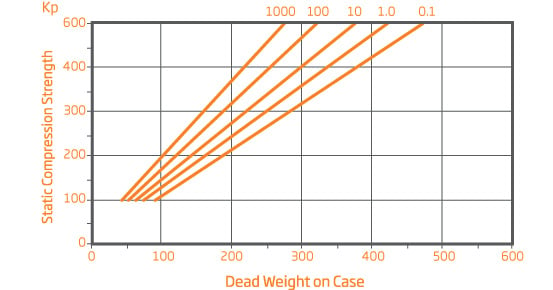
The ability of a pack to withstand compressive force is determined by the compressive strength of the pack. The influence of time, humidity and temperature all impact and may reduce the load bearing properties of the corrugated pack.
Compressive strength reduces as the time for which the load is under pressure increases. For example, a 400 kg dead weight requires a compressive strength of 500 kg for 0.1 day, 600 kg for 5 days and 700 kg for 50 days.
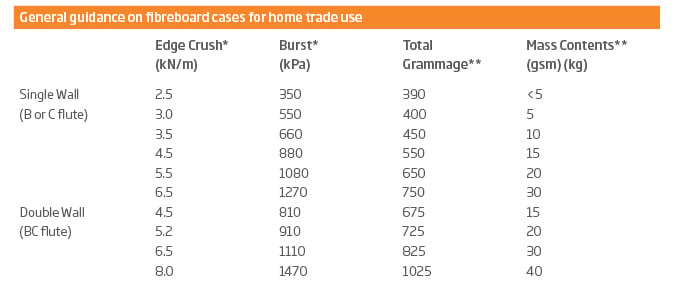
The choice between the types of corrugated listed below will depend on the actual application.
The compressive strength varies with board moisture content and is affected by humidity. For example, a case tested under standard laboratory conditions of 50% RH has a moisture content of 7.5% which increases to 13% at 80% RH

The relative humidity encountered under various conditions throughout the year is shown below.
Palletisation has an effect on stacking performance and it may be necessary to build in extra compressive strength to overcome the effects of pallet overhang, stack misalignment, pallet surface and whether packs are stacked vertically or interlocked.

Dependent on how packs are handled, containability will be increasingly required, especially if handled on an individual basis where the risk of sever drop is increased. The risk is reduced if pallets are only handled on pallets or in full container loads. When cases are erected on automatic machine erection equipment then it is necessary to take account of other factors such as porosity of liners, caliper of board and quality of glue bond and crease formation.
The challenge and opportunities presented to suppliers of corrugated packaging has never been so great.
The end users setting new targetsof performance for the packaging they purchase. Through these notes DS Smith Sheetfeeding is seeking to raise awareness to these demands and offering technical assistance if required.